
责任编辑:匿名 (未验证)
2010/11/26
作者:高宪武 周文 林海龙 李衍光 齐伟
一、导言
中华人民共和国行业标准
—— YD/T 901-2009核心网用光缆——层绞式通信用室外光缆
—— YD/T 769-2003核心网用光缆——中心管式通信用室外光缆
关于渗水性能的规定:1m水头加在光缆的全部截面上时,光缆应能阻止水纵向渗流。
光缆渗水,在光缆最初使用中不会出现明显问题,但长期以后水或潮汽进入光缆内部,不但可使光纤衰减增加,而且光纤表面的微裂纹不断扩展直至光纤断裂,同时还腐蚀金属加强件并与金属材料发生反应引起光纤的氢损,从而严重影响光缆的使用性能和寿命。因此,光缆的阻水措施是光缆设计的重要问题之一。与之对应的是,各光缆生产商为适应电信运营商大规模采购的环境,不断扩充产能、设备全面改造提速。例如:护套线从以前的40米/分钟左右升到现在的50米/分钟,甚至到70米/分钟。尽管现今国内光缆生产工艺经过多年发展已非常成熟,但在这样高速繁忙的生产环境下,人、机、料、法、环等影响质量因素很容易产生失误,从而导致光缆渗水性能的缺失。根据我公司多年来总结的经验,对其形成之原因作出分析,以期能够对提高产品质量以及操作水平有所帮助。
二、光缆纵向渗水的原因
光缆渗水分为横向渗水和纵向渗水。我们公司生产光缆的情况来看,普通型号(含金属层)光缆渗水产生的原因可分为以下几种:
1、光缆缆芯渗水,见下图: 造成这种情况的原因有如下几种:
造成这种情况的原因有如下几种:
a、缆芯填充油膏不充分。在填充正常的情况下,五单元缆芯,可以在护套工序直接填充阻水膏;六单元缆芯,因结构较紧密,成缆工序生产过程还是要求在加强件上预填充一些油膏。
b、油膏填充压力不够。现在多数光缆生产厂家,都使用压力式填充设备,使油膏充分挤压到缆芯缝隙间,以起到有效的阻水效果,如果充油压力不够,也达不到良好的阻水效果,一般要求充油压力≥0.1PMa。
c、填充模具的尺寸选择不当。油膏填充时,对填充模具以及擦拭模具都有更高的要求,缆芯填充阻水膏偏少不能保证渗水,填充太多油膏在金属带搭边处挤出会造成护套外观不良或护套与金属带粘接不良的情况出现。因此正确选择尺寸合适的填充模具和擦拭模具对保证光缆渗水性能至关重要。
d、擦拭模具的尺寸或安放位置。对擦拭模的尺寸要求是大于缆芯外径0.3-0.5mm之间,生产时安放位置是否能保证缆芯从其中间经过,如果擦拭模安放位置不居中会造成缆芯阻水膏填充不均匀(见下图)。

正常填充情况 擦拭模不居中造成阻水膏填充不均匀
擦拭模的尺寸太小,在尾端时没有控制好例如缆下垂等,导致留在缆上的油膏比较少,膨胀后不足以将缆上的缝隙填充饱满,形成渗水。
e、六单元和以上单元数缆排列比较紧密,在护套机台往加强件上加油膏不太容易,这就需要成缆机台生产时所加油膏膨胀后能够保证钢丝周围部分缝隙填满,否则就有可能会渗水。
2、金属带搭边处渗水。见下图: 通信用金属塑料复合带有钢塑复合带和铝塑复合带,主要起到铠装作用同时能防水隔潮,理论上要求金属复合带与护套之间,金属复合带搭边处的应该粘结在一起,起到阻水的作用。但从实际生产情况来看,金属复合带搭边处并不能完全粘结,所以,如何控制金属带搭边处渗水,是光缆生产厂家都非常关注的问题。为了解决这个问题,针对不同结构的光缆采取不同的办法,举例如下:
通信用金属塑料复合带有钢塑复合带和铝塑复合带,主要起到铠装作用同时能防水隔潮,理论上要求金属复合带与护套之间,金属复合带搭边处的应该粘结在一起,起到阻水的作用。但从实际生产情况来看,金属复合带搭边处并不能完全粘结,所以,如何控制金属带搭边处渗水,是光缆生产厂家都非常关注的问题。为了解决这个问题,针对不同结构的光缆采取不同的办法,举例如下:
a、在金属带搭边处加阻水带。要求生产时阻水带的位置固定,不能发生移动,既要保证阻水带能够加进搭边处,同时不用加的太多。
b、在金属带搭边处加热熔胶。对于缆芯外径≥8.0mm的大芯数或双护套光缆,外护套要求使用钢带,搭边宽度要求≥5.0mm,而钢带较硬,中间如果不能填充热熔胶的话,就容易渗水。这就要求添加热熔胶位置合适而且添加热熔胶的量一定要充分,能够将钢带缝隙填满。
c、选用合适的擦拭模具,保证生产过程金属带搭边处有阻水膏填充进来,且没有多余的阻水膏挤出来,这个方法对操作员的熟练程度要求较高。
d、在金属带进成型模前其表面薄薄的涂上一层阻水膏,采用这种方法既可以有效的保证填充情况同时又可以节约原材料,是目前应用较多的一种填充方法。
3、护套与缆芯间出现“小孔”,造成缆渗水。
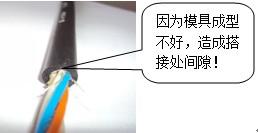 如果所选用金属带模具成型不良,就会造成金属带搭边处与护套间出现“小孔”。此种情况如果出现,缆芯填充再多的阻水膏也无及于事,此缆渗水就像“小水管”。
如果所选用金属带模具成型不良,就会造成金属带搭边处与护套间出现“小孔”。此种情况如果出现,缆芯填充再多的阻水膏也无及于事,此缆渗水就像“小水管”。
因为模具问题出现渗水的几率相对其他原因出现的较少,但是它也是出现渗水的一个原因。如果所用模具成型不好,特别是在搭边处如果形成一个凸起的缝隙的话,充油稍少便会形成渗水,当然如果填充分的话,也不会渗水,但是要浪费大量的油膏。
生产大芯数钢带型号的缆R模使用的问题。如果R模使用不合适或者钢带行走路径不正确,导致钢带两边在R模内受力不均匀,受力大的一边就会形成一个凸起,缆生产完后,会在搭边处有一个小孔,插上后几秒钟便会有水渗出 ,也就是说在生产较大芯数钢带型号缆时一定将R模调整好,使钢带两边受力均匀;另外切忌钢带有荷叶边时用东西压,这样也很容易使搭边处外沿钢带鼓起,形成凸起状缝隙,和上面的情形基本相同。
4、材料有问题。油膏质量问题导致渗水的原因有两种,一种是油膏粘度小,造成填充在缆上的油膏较少,导致渗水;另一种是油膏膨胀速度慢,也会导致渗水。
三、光缆渗水的分析方法
第一步:把渗水缆护套层横向切开,长约5Cm。
此步骤应该选用锋利的刀片,把护套层平齐的切开,便于下一步对该缆的渗水原因进行准确的分析;剥离护套时,查找护套对缆芯包覆的松紧程度,考虑定径模具是否合适。
第二步:观察缆芯中阻水膏填充是否充分,阻水膏是否膨胀。
护套层剥离后,先观察缆芯情况,水是否在缆芯中渗水,阻水膏填充情况以及是否膨胀,以确定是否为阻水膏填充不充分造成。
第三步:观察剥离下来的护套切面,复合带搭边处复合带成型是否良好,复合带搭边处与PE护套间是否出现小孔,确定金属带成型模具是否完好。
通过以上几个步骤,可以对该缆渗水的原因得出一个初步结论。
第四步:重新把渗水缆截取二段约1m,剥出缆芯约5mm,剥掉PE护套层露出复合带约5mm,把复合带搭边处分开约2mm,把此段缆重新插到渗水架上,观察水从缆的哪个位置滴出,对已得出的结论进行复核,以期找到该盘缆渗水的确切原因并及时采取相关预防措施。
四、对于常出现的渗水问题汇总及预防措施:
五、结尾语
以上仅是我公司生产过程出现的一些问题做了粗浅的分析,只要我们光缆生产厂家使用合格的原材料,生产过程中多注意、勤观察,就一定能够将渗水问题予以消除,提升整个光通信网络的质量。
中华人民共和国行业标准
—— YD/T 901-2009核心网用光缆——层绞式通信用室外光缆
—— YD/T 769-2003核心网用光缆——中心管式通信用室外光缆
关于渗水性能的规定:1m水头加在光缆的全部截面上时,光缆应能阻止水纵向渗流。
光缆渗水,在光缆最初使用中不会出现明显问题,但长期以后水或潮汽进入光缆内部,不但可使光纤衰减增加,而且光纤表面的微裂纹不断扩展直至光纤断裂,同时还腐蚀金属加强件并与金属材料发生反应引起光纤的氢损,从而严重影响光缆的使用性能和寿命。因此,光缆的阻水措施是光缆设计的重要问题之一。与之对应的是,各光缆生产商为适应电信运营商大规模采购的环境,不断扩充产能、设备全面改造提速。例如:护套线从以前的40米/分钟左右升到现在的50米/分钟,甚至到70米/分钟。尽管现今国内光缆生产工艺经过多年发展已非常成熟,但在这样高速繁忙的生产环境下,人、机、料、法、环等影响质量因素很容易产生失误,从而导致光缆渗水性能的缺失。根据我公司多年来总结的经验,对其形成之原因作出分析,以期能够对提高产品质量以及操作水平有所帮助。
二、光缆纵向渗水的原因
光缆渗水分为横向渗水和纵向渗水。我们公司生产光缆的情况来看,普通型号(含金属层)光缆渗水产生的原因可分为以下几种:
1、光缆缆芯渗水,见下图:
a、缆芯填充油膏不充分。在填充正常的情况下,五单元缆芯,可以在护套工序直接填充阻水膏;六单元缆芯,因结构较紧密,成缆工序生产过程还是要求在加强件上预填充一些油膏。
b、油膏填充压力不够。现在多数光缆生产厂家,都使用压力式填充设备,使油膏充分挤压到缆芯缝隙间,以起到有效的阻水效果,如果充油压力不够,也达不到良好的阻水效果,一般要求充油压力≥0.1PMa。
c、填充模具的尺寸选择不当。油膏填充时,对填充模具以及擦拭模具都有更高的要求,缆芯填充阻水膏偏少不能保证渗水,填充太多油膏在金属带搭边处挤出会造成护套外观不良或护套与金属带粘接不良的情况出现。因此正确选择尺寸合适的填充模具和擦拭模具对保证光缆渗水性能至关重要。
d、擦拭模具的尺寸或安放位置。对擦拭模的尺寸要求是大于缆芯外径0.3-0.5mm之间,生产时安放位置是否能保证缆芯从其中间经过,如果擦拭模安放位置不居中会造成缆芯阻水膏填充不均匀(见下图)。
正常填充情况 擦拭模不居中造成阻水膏填充不均匀
e、六单元和以上单元数缆排列比较紧密,在护套机台往加强件上加油膏不太容易,这就需要成缆机台生产时所加油膏膨胀后能够保证钢丝周围部分缝隙填满,否则就有可能会渗水。
2、金属带搭边处渗水。见下图:
a、在金属带搭边处加阻水带。要求生产时阻水带的位置固定,不能发生移动,既要保证阻水带能够加进搭边处,同时不用加的太多。
b、在金属带搭边处加热熔胶。对于缆芯外径≥8.0mm的大芯数或双护套光缆,外护套要求使用钢带,搭边宽度要求≥5.0mm,而钢带较硬,中间如果不能填充热熔胶的话,就容易渗水。这就要求添加热熔胶位置合适而且添加热熔胶的量一定要充分,能够将钢带缝隙填满。
c、选用合适的擦拭模具,保证生产过程金属带搭边处有阻水膏填充进来,且没有多余的阻水膏挤出来,这个方法对操作员的熟练程度要求较高。
d、在金属带进成型模前其表面薄薄的涂上一层阻水膏,采用这种方法既可以有效的保证填充情况同时又可以节约原材料,是目前应用较多的一种填充方法。
3、护套与缆芯间出现“小孔”,造成缆渗水。
因为模具问题出现渗水的几率相对其他原因出现的较少,但是它也是出现渗水的一个原因。如果所用模具成型不好,特别是在搭边处如果形成一个凸起的缝隙的话,充油稍少便会形成渗水,当然如果填充分的话,也不会渗水,但是要浪费大量的油膏。
生产大芯数钢带型号的缆R模使用的问题。如果R模使用不合适或者钢带行走路径不正确,导致钢带两边在R模内受力不均匀,受力大的一边就会形成一个凸起,缆生产完后,会在搭边处有一个小孔,插上后几秒钟便会有水渗出 ,也就是说在生产较大芯数钢带型号缆时一定将R模调整好,使钢带两边受力均匀;另外切忌钢带有荷叶边时用东西压,这样也很容易使搭边处外沿钢带鼓起,形成凸起状缝隙,和上面的情形基本相同。
4、材料有问题。油膏质量问题导致渗水的原因有两种,一种是油膏粘度小,造成填充在缆上的油膏较少,导致渗水;另一种是油膏膨胀速度慢,也会导致渗水。
三、光缆渗水的分析方法
第一步:把渗水缆护套层横向切开,长约5Cm。
此步骤应该选用锋利的刀片,把护套层平齐的切开,便于下一步对该缆的渗水原因进行准确的分析;剥离护套时,查找护套对缆芯包覆的松紧程度,考虑定径模具是否合适。
第二步:观察缆芯中阻水膏填充是否充分,阻水膏是否膨胀。
护套层剥离后,先观察缆芯情况,水是否在缆芯中渗水,阻水膏填充情况以及是否膨胀,以确定是否为阻水膏填充不充分造成。
第三步:观察剥离下来的护套切面,复合带搭边处复合带成型是否良好,复合带搭边处与PE护套间是否出现小孔,确定金属带成型模具是否完好。
通过以上几个步骤,可以对该缆渗水的原因得出一个初步结论。
第四步:重新把渗水缆截取二段约1m,剥出缆芯约5mm,剥掉PE护套层露出复合带约5mm,把复合带搭边处分开约2mm,把此段缆重新插到渗水架上,观察水从缆的哪个位置滴出,对已得出的结论进行复核,以期找到该盘缆渗水的确切原因并及时采取相关预防措施。
四、对于常出现的渗水问题汇总及预防措施:
| 问题 | 反馈情况 | 原因分析 | 预防措施 |
| 1 | 3米24小时内渗水 (先渗后不渗) |
缆芯外径小于工艺要求值或定径模大于工艺要求值,造成缆芯与铝带间隙大,阻水膏不能有效进行阻水 | 生产前检查缆芯外径及定径模具尺寸,发现模具不良及时更换 |
| 2 | 缆芯充油不充分或缆芯充油不均匀 | 观察缆芯是否在擦拭模具中心通过,防止刮油不均匀的情况出现 | |
| 3 | 3米24小时内渗水 (一直渗) |
缆芯外径大于或定径模具尺寸小于工艺要求值,复合带过定径模具后搭边处复张,造成复合带搭边处与护套有小眼 | 生产前检查缆芯外径及定径模具尺寸 |
| 4 | 复合带成形不良,造成护套截面不圆,复合带搭边处护套有明显突起 | 生产前检查模具成形情况 | |
| 5 | 复合带搭边处渗水 | 及时检查复合带搭边处充油情况 | |
| 6 | 缆芯充油少不能起到阻水作用 | 生产过程中,注意对充油情况的检查,确保充油充分 | |
| 钢带搭边处渗水(需加热熔胶的缆) | 加胶位置不当或未加胶 | ||
| 7 | 阻水带使用方法不对,未起到阻水作用 | 按工艺要求方法使用阻水带,确保钢带搭边处有阻水带 | |
| 8 | 阻水纱节距小,不能起到阻水作用 | 阻水纱节距执行工艺要求 | |
| 9 | 材料问题 | 阻水膏、阻水带/纱、复合带不合格 | 选用质量稳定的原材料 |
以上仅是我公司生产过程出现的一些问题做了粗浅的分析,只要我们光缆生产厂家使用合格的原材料,生产过程中多注意、勤观察,就一定能够将渗水问题予以消除,提升整个光通信网络的质量。